|
|


| Brand Name: | KTS |
| Model Number: | Custom |
| MOQ: | 100 Pieces |
| Price: | $1-$10/Piece |
| Payment Terms: | T/T, Western Union |
| Supply Ability: | 250000 Piece/Pieces per Month |
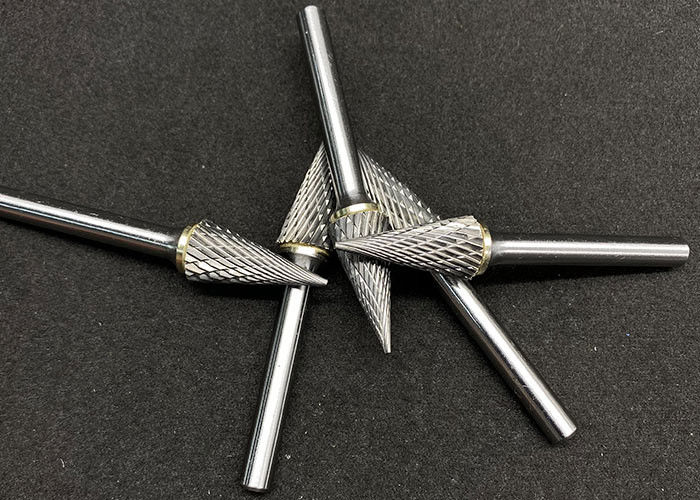
Metal Grinding Polishing High Speed Carving Burrs Impact Toughness
Cross cutting
Most widely used shape. Lower cutting resistance than spiral cuts. Chips are powdery. Capable of minimization of chattering.
Spiral cutting
A large cutting depth helps to shorten the required time for cutting. Chips are needle-like. Somewhat higher in cutting resistance than a master cut, but capable of fast cutting. Hence, suitable for high-efficiency cutting processes.
Aluminum cutting
Chip pocket widened to prevent clogging, enhance work performance, and help smooth chip discharge.
Recommendations For Use
• It may be necessary to alter the running speeds from those shown in the speed chart in order to achieve optimum performance.
• Harder materials require slower running speeds.
• Smaller burrs require faster running speeds.
• Long shank burrs require slower speeds for safety reasons.
• Apply constant movement and light pressure when using the burr.
• Running below the optimum speed will cause chipping.
• Running above optimum speed will cause premature tooth wear.
• Allowing the burr to become too hot may cause the braze to soften, and
cause the head to become detached from the shank.
• Using tools and collets which have become worn will encourage chipping.
• Do not sink the burr for more than one third of its periphery